Roulement d'extrémité de tige femelle
Matériau : acier chromé
Jeu radial : C0, C3, C2
Norme technologique : GB/T 9161-2001, JB/T 8879-2001
Caractéristique : Haute-précision, faible-bruit, longue-durée de vie
Application : Machines
Délai de livraison : Environ 3 à 15 jours
Services : FEO, ODM
Échantillons gratuits et dessin technique : disponible
Certificat : ISO9001:2015
Description
● introduction
Le corps d'extrémité de tige deroulement à rotule femelleest une tige d'extension avec filetage interne et le matériau est de l'acier de construction au carbone. Les roulements peuvent supporter des charges radiales et des charges axiales inférieures ou égales à 0,2 fois la charge radiale dans n'importe quelle direction. Le corps d'extrémité de tige est une tige d'extension filetée. Le fil est divisé en rotation intérieure, extérieure et gauche et droite. Lors de la sélection, le filetage doit être en rotation gauche ou droite, et la rotation par défaut est à droite. Le palier de joint d'extrémité de tige est composé d'un palier lisse sphérique radial et d'un corps d'extrémité de tige, qui présente les avantages d'une grande capacité de charge, d'un montage et d'un démontage pratiques et d'une structure hôte simplifiée. La température normale du roulement varie en fonction de la capacité calorifique, de la dissipation thermique, de la vitesse et de la charge de la machine. Si la lubrification et l'installation ne conviennent pas, la température deroulement à rotule femelleaugmentera brusquement et une température anormalement élevée se produira. À ce stade, l'opération doit être arrêtée et les mesures préventives nécessaires doivent être prises.
Les roulements à billes sont largement utilisés dans la manipulation et le mécanisme de transmission de divers engins de construction et véhicules, et c'est un accessoire de base mécanique important.
● Série de roulements
Les types de roulements incluent les séries SI...E et SI...ES.
 |  |  |
● Détails de fabrication
◆ Main tool types for turning
L'outil utilisé pour le tournage dépend de la structure, du contenu de traitement et de la forme de traitement de la virole. Il existe de nombreux types d'outils. Selon leurs propriétés de surface, il existe principalement des outils de tournage de diamètre extérieur, des outils de tournage de diamètre intérieur, des outils de tournage de face d'extrémité, des outils de tournage à rainure extérieure (roulage), des outils de tournage à rainure intérieure (roulage) et un chanfreinage à 45 degrés. Couteaux, outils de tournage de chanfreinage, outils de tournage de rainures d'huile, outils de tournage de coupe, outils de perçage, outils d'alésage, etc. } Les couteaux de meulage lourds sont largement utilisés dans le processus de tournage des roulements. Il existe de nombreux avantages, tels que le couteau de modèle prismatique en carbure cémenté, le couteau circulaire de bord de dent de carbure cémenté de pince de machine pour la rainure d'étanchéité, etc., qui jouent un bon rôle dans la stabilisation de la qualité de traitement, l'amélioration de la productivité et la réduction des coûts de traitement. De plus, des outils en carbure revêtu ont récemment été développés pour augmenter la durée de vie de l'outil.

◆ Grinding wheel dressing method
Selon la loi de mouvement du composant de dressage (généralement le diamant utilisé comme outil de dressage) par rapport à la surface de dressage de la meule, les méthodes de dressage de la meule sont divisées en trois types : type linéaire, type oscillant et type courbe. Par exemple, la méthode de la ligne droite - est utilisée pour la meule simple utilisée pour le dressage et le meulage des nervures intérieures - roulées du roulement conique, la méthode de dressage de type swing - est utilisée pour dresser la surface plane et arquée de la meule, et la meule large utilisée pour dresser la rectifieuse cylindrique sans centre de type traversant est dressée par la méthode de la courbe.

● Refroidissement des pièces forgées
Afin d'obtenir une bonne structure pour la pièce forgée, essayez de réduire la formation de carbures de réseau, ou évitez la formation de contraintes de température causées par la vitesse de refroidissement trop rapide pour fissurer la pièce forgée. Après le forgeage, il devrait y avoir un taux de refroidissement raisonnable.
Pour l'acier à roulement, la formation de carbure de réseau est principalement prise en compte et la vitesse de refroidissement doit être rapide. Lorsque la température finale de forgeage est supérieure à 850 degrés, un refroidissement par pulvérisation doit être utilisé et la vitesse de refroidissement est de 50250 degrés/min. Lorsque la température chute à 700 degrés, il peut être empilé et refroidi, de sorte que les carbures ne soient pas précipités à l'intérieur du métal. Dans le même temps, la vitesse de refroidissement est légèrement plus lente pour éliminer le stress thermique généré lorsque la température élevée est rapide. Pour l'acier à roulement sans chrome -, le refroidissement doit être lent et il peut être empilé pour le refroidissement après forgeage afin d'éviter les fissures causées par un refroidissement trop rapide. Semblables à l'acier fortement-allié, les puits chauds et les cendres sèches sont souvent utilisés pour un refroidissement lent après le forgeage.
● Certificat

● À propos de nous
Shaanxi Gainhui Heavy Industries Co., Ltd. est un fabricant et distributeur professionnel de roulements en Chine. Équipé d'une grande usine professionnelle, nous pouvons fournir des produits de roulement compétitifs et un service OEM aux clients du monde entier. Avec une haute qualité, un prix compétitif et un excellent service après-{0}}vente deroulement à rotule femelle, bienvenue à nous contacter à temps.
Parce que nous sommes concentrés, nous sommes professionnels.
● Méthodes d'emballage
 |  |  |
| Paquet de tube | Paquet de boîte unique | Paquet de palette |
● Modes de livraison
 |  |  |
| Par exprès | Par la mer | Par avion |
● Paramètres techniques
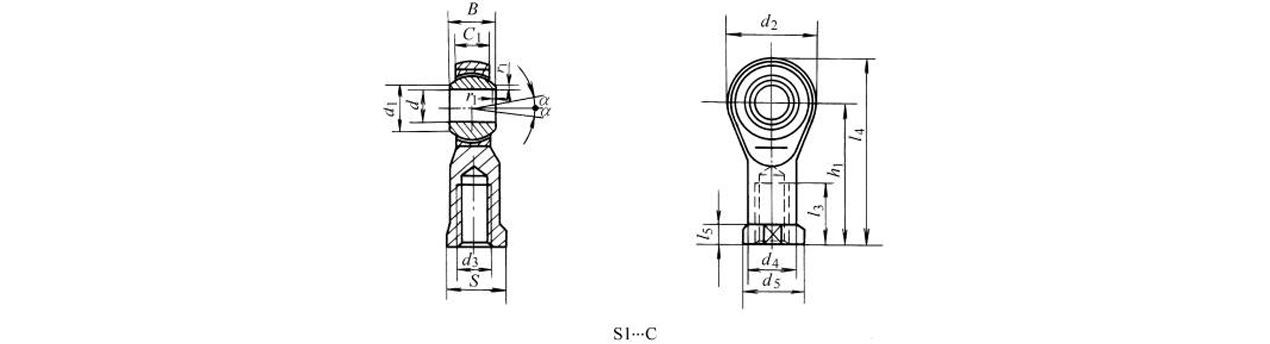
Désignation du roulement | Dimensions (mm) | ||||||||||||||||
d | d1 | B | r1s |
| d3 | c1 | d2 | h | l1 | l2 | h1 | l3 | l4 | l5 | d4 | d5 | |
min. | min. | ≈ | max. | max. | min. | max. | min. | max. | max. | max. | max. | ||||||
SIJK5C | 5 | 7.7 | 8 | 0.3 | 4 degrés | M5 | 7.5 | 18 | 33 | 19 | 42 | 27 | 8 | 36 | 4 | 9 | 12 |
SIJK6C | 8 | 8.9 | 9 | 0.3 | 9 degrés | M6 | 7.5 | 20 | 36 | 21 | 46 | 30 | 9 | 40 | 5 | 10 | 13 |
SIJK8C | 8 | 10.3 | 12 | 0.3 | 12 degrés | M8 | 9.5 | 24 | 42 | 25 | 54 | 36 | 12 | 48 | 5 | 12.5 | 16 |
SIJK10C | 10 | 12.9 | 14 | 0.6 | 10 degrés | M10 | 11.5 | 30 | 48 | 28 | 63 | 43 | 15 | 58 | 6.5 | 15 | 19 |
SIJK12C | 12 | 15.4 | 16 | 0.6 | 12 degrés | M12 | 12.5 | 34 | 54 | 32 | 71 | 50 | 18 | 67 | 6.5 | 17.5 | 22 |
SIJK14C | 14 | 16.8 | 19 | 0.6 | 14 degrés | M14 | 14.5 | 38 | 60 | 36 | 79 | 57 | 21 | 76 | 8 | 20 | 25 |
SIJK16C | 16 | 19.3 | 21 | 0.6 | 14 degrés | M16 | 15.5 | 42 | 66 | 37 | 87 | 64 | 24 | 85 | 8 | 22 | 27 |
SIJK18C | 18 | 21.8 | 23 | 0.6 | 13 degrés | M181.5 | 17.5 | 46 | 72 | 41 | 95 | 71 | 27 | 94 | 10 | 25 | 31 |
SIJK20C | 20 | 24.3 | 25 | 0.6 | 14 degrés | M201.5 | 18.5 | 50 | 78 | 45 | 103 | 77 | 30 | 102 | 10 | 27.5 | 34 |
SIJK22C | 22 | 25.8 | 28 | 0.6 | 14 degrés | M221.5 | 21 | 56 | 84 | 48 | 112 | 84 | 33 | 112 | 12 | 30 | 37 |
SIJK25C | 25 | 29.5 | 31 | 0.6 | 14 degrés | M242.0 | 23 | 60 | 94 | 55 | 124 | 94 | 36 | 124 | 12 | 33.5 | 42 |
SIJK28C | 28 | 32.2 | 35 | 0.6 | 14 degrés | M272.0 | 26 | 66 | 103 | 62 | 136 | 103 | 41 | 136 | 14 | 37 | 46 |
SIJK30C | 30 | 34.8 | 37 | 0.6 | 15 degrés | M302.0 | 27 | 70 | 110 | 66 | 145 | 110 | 45 | 145 | 15 | 40 | 50 |
Pour plus de données, veuillez cliquer sur le bouton de téléchargement en haut de cette page pour télécharger le catalogue.
étiquette à chaud: roulement à rotule femelle, Chine, fournisseurs, fabricants, usine, sur mesure, commerce de gros, achat, prix, distributeurs, entreprise, à vendre